浙江創(chuàng)業(yè)鋼帶
---罩式爐計算機(jī)群控系統(tǒng)
用戶名稱:浙江創(chuàng)業(yè)鋼帶有限公司
項目地址:中國浙江武義縣
浙江創(chuàng)業(yè)鋼帶有限公司是一家生產(chǎn)各種優(yōu)質(zhì)冷軋帶鋼及冷軋卷板\冷軋硬卷的企業(yè)具有年生產(chǎn)50#、65mn、SPCC、Q195等(0.05-3.0)*(10-300)*C的鋼帶20000噸的生產(chǎn)能力及(0.10-2.75)*(1000-1350)*C的各種冷軋薄鋼板10萬噸的生產(chǎn)能力.本公司具有液壓AGC六輥軋機(jī)等先進(jìn)的自動化控制設(shè)備數(shù)十臺,擁有1450 20輥冷軋機(jī)組,100噸光亮罩式退火爐數(shù)套/連續(xù)酸洗機(jī)組/縱剪機(jī)組/橫切機(jī)組等先進(jìn)的冷軋鋼卷/板生產(chǎn)設(shè)備.可為各用戶提供各種優(yōu)秀的最薄為0.07(mm)最寬為1350(mm)冷軋帶鋼.冷軋卷板產(chǎn)品。
一、系統(tǒng)方案概述
1、基本技術(shù)要求
電爐名稱:罩式爐
數(shù) 量:6套
額定功率:700KW
加 熱 區(qū):3區(qū)
控溫方式:程序控溫
最高溫度:800度
熱電偶分度號:K
2、系統(tǒng)概況
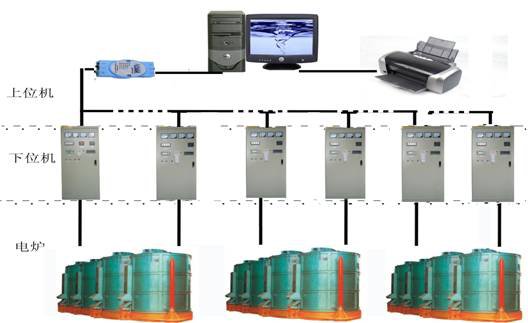
該系統(tǒng)采用上、下位機(jī)兩級控制,一臺上位機(jī)帶6臺下位機(jī)(即電爐控制柜)。上位機(jī)集中監(jiān)控管理,下位機(jī)分別控制每臺電爐,組成集散式(DCS)控制系統(tǒng)。
上位機(jī)采用工業(yè)控制計算機(jī),主要負(fù)責(zé)各臺電爐爐溫、運(yùn)行時間等工藝參數(shù)集中顯示;工藝編輯;歷史曲線、數(shù)據(jù)記錄、
報警記錄、生產(chǎn)報表打印等功能.
下位機(jī)即電爐控制柜,以日本SHINKO智能PID調(diào)節(jié)器和晶閘管為主要部件,主要負(fù)責(zé)電爐溫度等信號的采集與控制,通過晶閘管功率調(diào)整裝置控制電爐輸入功率,實現(xiàn)電爐溫度控制。
上、下位機(jī)之間通過RS-485工業(yè)現(xiàn)場總線進(jìn)行通訊,實現(xiàn)雙向數(shù)據(jù)傳輸;正常情況下,下位機(jī)完全接受上位機(jī)的指令對電爐爐溫進(jìn)行控制;特殊情況下,下位機(jī)也可脫離上機(jī),直接對爐溫進(jìn)行控制及顯示,控制參數(shù)可通過儀表面板按鍵進(jìn)行設(shè)定。
 二、系統(tǒng)基本性能
1、上位機(jī)基本性能
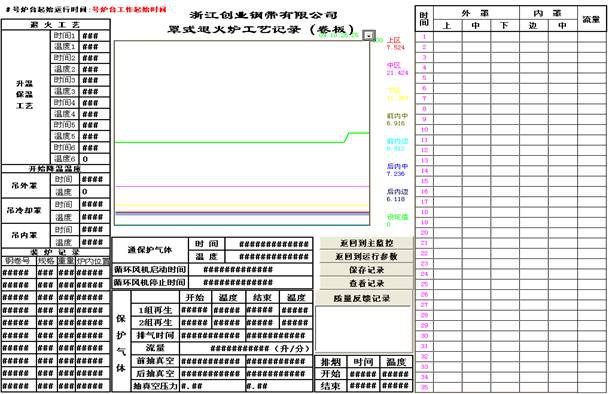
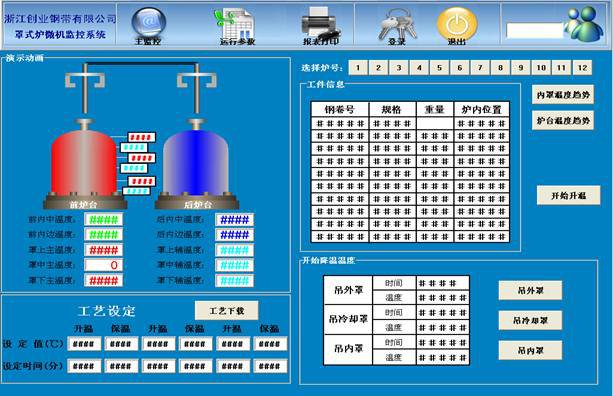
1.1主控界面
二、系統(tǒng)基本性能
1、上位機(jī)基本性能
1.1主控界面:
集中顯示爐溫、運(yùn)行時間;并支持爐溫、運(yùn)行時間設(shè)定值在線修改。
電爐加熱開啟、暫停、工藝結(jié)束手動、自動控制功能。
工件出爐前(如10分鐘)及工藝結(jié)束報警提示功能。
 1.2工藝編輯存儲:
1.2工藝編輯存儲:
用戶可進(jìn)行生產(chǎn)工藝編輯,并將常用工件工藝存儲到存儲器, 使用時可直接調(diào)用。
 1.3報警點記錄:
1.3報警點記錄:
記錄報警時間、報警值、爐號并存儲以備查詢。
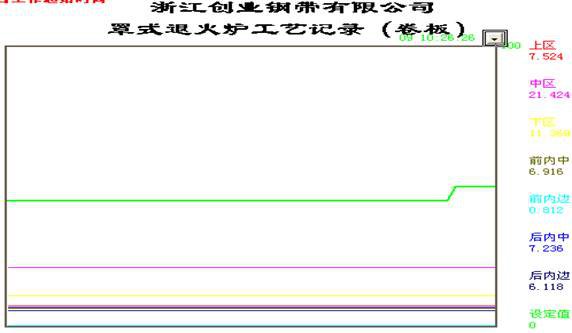
 1.4歷史曲線:
1.4歷史曲線:
顯示歷史曲線并支持歷史記錄的追憶查詢,歷史記錄可存儲3年或更長;縱、橫坐標(biāo)單位可調(diào),使曲線圖溫度值分辨率滿足<<GJB509A-95>>標(biāo)準(zhǔn)要求。
 1.5生產(chǎn)管理:
1.5生產(chǎn)管理:
根據(jù)用戶要求編制生產(chǎn)報表,并具有手動打印和定時自動打印功能。每批產(chǎn)品的編號、工件名稱、圖號、裝爐時間、出爐時間、保溫時間、加熱溫度、數(shù)量、爐號、操作工姓名等自動存檔。
 1.6授權(quán)限制:
1.6授權(quán)限制:
被授權(quán)人員(如工藝工程師)輸入密碼后,可對重要工藝數(shù)據(jù)或控制參數(shù)進(jìn)行修改。一般操作工不能進(jìn)行該操作。
2、下位機(jī)-電爐控制柜主要功能
2.1 “專家PID”調(diào)節(jié)方式,控制精度可達(dá)±0.5%以內(nèi);晶閘管功率調(diào)整器采用過零觸發(fā)技術(shù),根據(jù)爐溫調(diào)整電爐有效輸入功率。
2.2 工藝編輯并存儲:通過儀表按鍵設(shè)置各程序段時間、溫度目標(biāo)值,升降溫速率自動運(yùn)算。并可將常用工件生產(chǎn)工藝編號存儲,使用時直接調(diào)用。一般可存儲9套(每套9步)工藝曲線。
2.3控溫方式:按工藝曲線自動運(yùn)行,勻速升溫、勻速降溫。
2.4自動/手動無擾動切換,自動控制不穩(wěn)定時可手動調(diào)節(jié)電爐輸入功率。
2.5超溫報警聯(lián)鎖:當(dāng)爐溫超過報警值時,聲光報警器報警并自動切斷電爐供電,爐溫正常后自動恢復(fù)。
2.6安全保護(hù):內(nèi)置專用快速熔斷器作為過電流保護(hù),大大提高系統(tǒng)的安全保護(hù)性能。
2.7柜內(nèi)散熱:內(nèi)置低噪音高效軸流風(fēng)機(jī),設(shè)備運(yùn)行時風(fēng)機(jī)自動啟動。
2.8電壓、三相總電流指示
2.9 通訊接口:選配RS485通訊接口,與計算機(jī)組成電爐溫度可編程計算機(jī)群控系統(tǒng)
三、系統(tǒng)基本配置
|
上位機(jī)-工控機(jī)基本配置 |
|
序號 |
名稱 |
規(guī)格描述 |
數(shù)量 |
備注 |
|
1 |
工控機(jī) |
PIV2.8/256M/80G/ |
1套 |
美國DELL |
|
2 |
顯示器 |
17”純平顯示器 |
1臺 |
美國DELL |
|
3 |
打印機(jī) |
噴墨A4 |
1臺 |
惠普/愛普生 |
|
4 |
通訊轉(zhuǎn)換器 |
ADAM4520 |
1臺 |
|
|
5 |
操作系統(tǒng)軟件 |
Microsoft Windows XP |
1套 |
|
|
6 |
組態(tài)軟件 |
PCAUTO |
1套 |
三維力控 |
|
7 |
熱處理控制軟件 |
|
1套 |
中控 |
|
8 |
通訊電纜 |
屏蔽電纜 |
|
|
|
9 |
電腦桌椅 |
專用 |
1套 |
|
|
10 |
其他 |
DC24V電源,通訊連接器等 |
1套 |
|
|
下位機(jī)即控制柜:6臺;(每爐配一臺控制柜) |
|
1 |
控制柜 |
GGD 2200×800×600 |
1臺 |
|
|
2 |
智能程序調(diào)節(jié)儀 |
PID調(diào)節(jié),精度0.3級,
配485通訊接口 |
3只 |
溫度控制 |
|
3 |
大功率晶閘管 |
雙向,1000A |
9只 |
功率控制 |
|
4 |
晶閘管觸發(fā)器 |
|
3只 |
|
|
5 |
溫度顯示控制儀 |
,配485通訊接口 |
7只 |
溫度顯示 |
|
|
|
|
|
|
|
6 |
自動斷路器 |
DW15-1600A |
1只 |
|
|
7 |
自動斷路器 |
DZ20-400A |
1只 |
|
|
8 |
交流接觸器 |
CJ20-160A |
4只 |
|
|
9 |
交流接觸器 |
CJ20-40A |
2 |
|
|
10 |
電壓表 |
42L6-V, |
1只 |
電壓指示 |
|
11 |
電流表 |
42L6-A,1500A |
3只 |
電流指示 |
|
12 |
電流互感器 |
LMZJ1-0.5,1500/5 |
3只 |
電流測量 |
|
13 |
聲光報警器 |
WP-X-A-0AA |
1套 |
|
|
14 |
軸流風(fēng)機(jī) |
|
3只 |
|
|
15 |
快速熔斷器 |
RS3-600A |
9只 |
|
|
|
附 件 |
指示燈、按鈕、小開關(guān)、銅母線、繼電器、絕緣板等 |
|
|
四、項目實施
1、
浙江創(chuàng)業(yè)鋼帶公司(甲方)負(fù)責(zé)
1.1 從配電室至每臺電爐控制柜動力電纜敷設(shè)。
1.2 電爐控制柜安裝基礎(chǔ)制作。
1.3 提供環(huán)境良好的微機(jī)(控制)室。
1.4 配備具有一定專業(yè)知識的專業(yè)技術(shù)人員兩名
1.5 配合電爐控制柜及系統(tǒng)安裝調(diào)試工作。
2、濟(jì)寧中控自動化設(shè)備公司(乙方)負(fù)責(zé):
2.1 電爐控制柜的設(shè)計制作生產(chǎn),保證按合同期交貨。
2.2 電爐控制柜的安裝、調(diào)試,直至系統(tǒng)運(yùn)行穩(wěn)定,滿足工藝要求。
2.3 計算機(jī)系統(tǒng)成套及控制軟件編制及調(diào)試。
2.4 提供詳細(xì)設(shè)計圖紙。
2.5 對甲方專業(yè)維護(hù)人員、操作人員的進(jìn)行技術(shù)培訓(xùn)。
3、項目進(jìn)度:自合同簽定生效之日起,乙方在25個工作日內(nèi)完成整套系統(tǒng)的設(shè)計、生產(chǎn)。在現(xiàn)場具備條件情況下5個工作日內(nèi)完成安裝、調(diào)試工作。
4、項目驗收:
初驗:系統(tǒng)制作完成后,甲方派技術(shù)人員對系統(tǒng)基本功能進(jìn)行初驗,地點:乙方所在地
竣工驗收:系統(tǒng)投運(yùn)并正常運(yùn)行壹周后,雙方對系統(tǒng)性能進(jìn)行全面驗收。
五、質(zhì)量保證與售后服務(wù)
1、質(zhì)量保證:
質(zhì)保期為自系統(tǒng)投入運(yùn)行并驗收合格之日起
壹年。質(zhì)保期內(nèi)質(zhì)量問題全免費(fèi)服務(wù);質(zhì)保期后終身負(fù)責(zé)維修。
2、技術(shù)服務(wù)
合同簽訂后,本公司工程技術(shù)人員將與甲方有關(guān)工程技術(shù)人員進(jìn)行詳細(xì)的技術(shù)交底,并對甲方負(fù)責(zé)的分項工程提出參考性意見,以保證系統(tǒng)設(shè)計的完美、準(zhǔn)確。
項目設(shè)計、產(chǎn)品裝配過程中,由專人負(fù)責(zé)與甲方保持聯(lián)系,對甲方提出的變更或修改意見酌情處理,最大限度的滿足甲方的需求,
系統(tǒng)調(diào)試過程中有專人負(fù)責(zé)現(xiàn)場調(diào)試并跟蹤試生產(chǎn)2~3批。
售后服務(wù):系統(tǒng)交付使用后,出現(xiàn)問題,本公司技術(shù)服務(wù)人員保證在24小時內(nèi)到達(dá)甲方生產(chǎn)現(xiàn)場。無論何種原因造成的故障,都要盡最大努力先解決問題,保證生產(chǎn)正常。
3、備件供應(yīng):
系統(tǒng)中關(guān)鍵元器件,在本公司均各有一定數(shù)量的庫存,以保證維修工作及時進(jìn)行。
六、技術(shù)培訓(xùn)與技術(shù)資料
在系統(tǒng)調(diào)試工作完成后,本公司派有關(guān)工程技術(shù)人員對甲方操作員、電儀維修人員及工藝工程師針對該控制系統(tǒng)進(jìn)行技術(shù)培訓(xùn),
1、培訓(xùn)內(nèi)容
操作員工:計算機(jī)基本功能操作、控制柜基本功能操作、儀表基本功能操作。
工藝工程師:工藝編輯方法;工藝參數(shù)設(shè)置修改;數(shù)據(jù)曲線查詢及生產(chǎn)報表編制打印。
電儀維修人員:控制系統(tǒng)基本原理、控制柜接線、儀表安裝調(diào)試方法。
2、技術(shù)資料
計算機(jī)系統(tǒng)操作說明書 兩份
電爐控制柜設(shè)計圖紙 兩份
儀表使用說明書

 魯公網(wǎng)安備 37081102000389號
魯公網(wǎng)安備 37081102000389號